


想要真正了解异型管凸形无缝管拥有多家成功案例产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:异型管凸形无缝管拥有多家成功案例的图文介绍


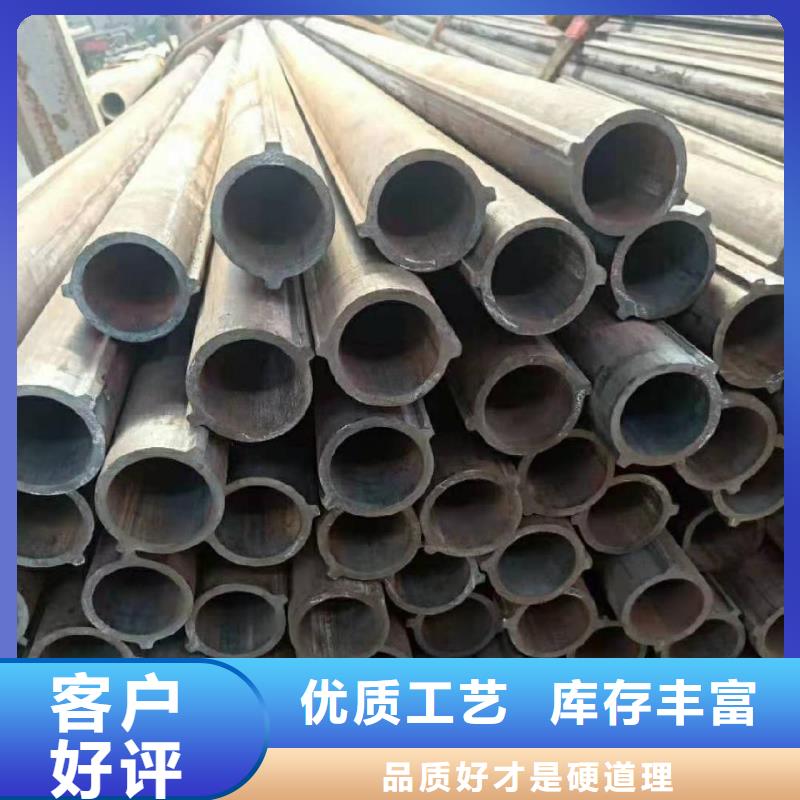
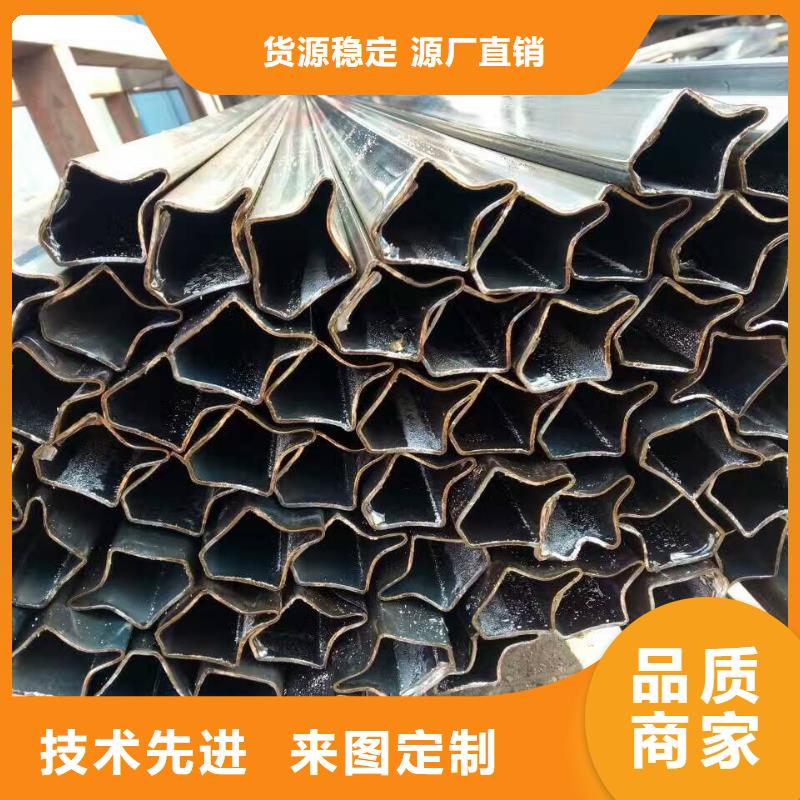
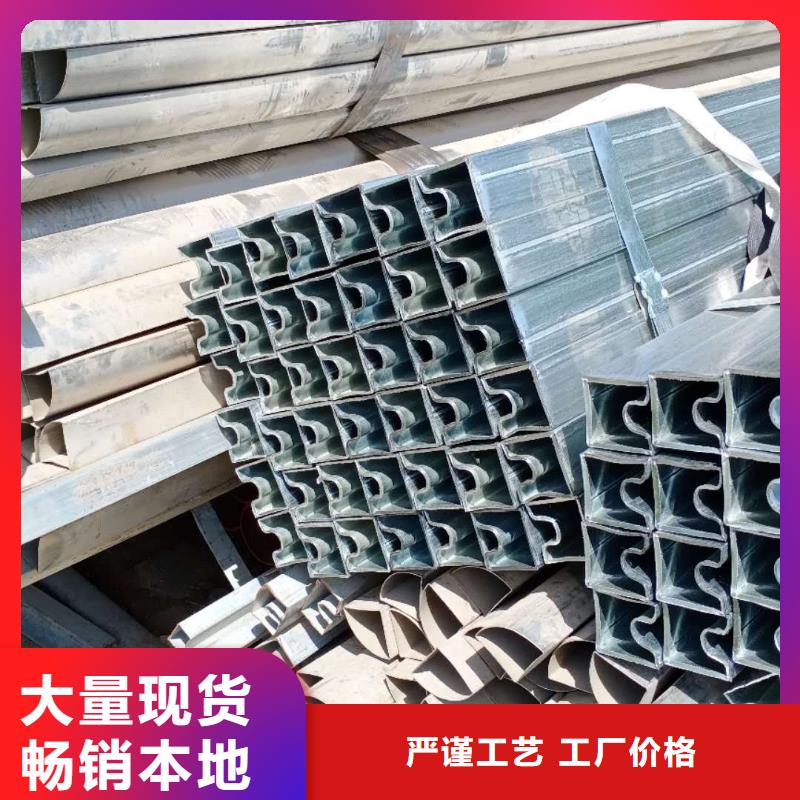
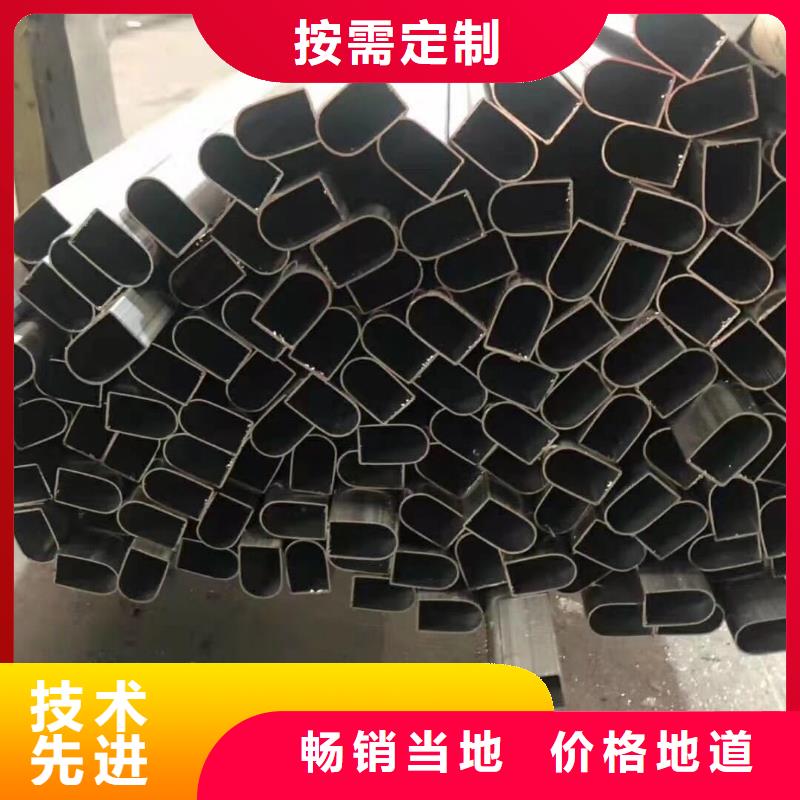
异型管可分成椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形、凹槽管。
异型管热膨胀系数:因温度变化而引起物质量度元素的变化。
膨胀系数是膨胀-温度曲线的斜率,瞬时膨胀系数是特定温度下的斜率,两个指定的温度之间的平均斜率是平均热膨胀系数。
膨胀系数可以用体积或者是长度表示,通常是用长度表示。
异型管密度:物质的密度是该物质单位体积的质量,单位是kg/m3。
异型管弹性模量:当施加力于单位长度棱住的两端能引起物体在长度上的单位变化时,单位面积上所需的力称为弹性模量。
单位为1b/in3。



乐道精密钢管厂家有限公司(景德镇分公司)位于国联金属市场168号。生产的主要产品有: 镀锌无缝管。
诚信是金。人无信不立,商无信不远,我们站在发展的角度,坚持走诚信之路,更把这种经营理念贯穿于每一道生产工序中。我们本着以质量拓市场,以信誉赢客户的宗旨,不断增强自身实力,完善内部机制;以更优良的技术,更优良的服务奉献给广大用户。
竭诚欢迎广大客户前来参观指导、协商洽谈!


异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
异型管焊嘴与异型管间的距离以15-25mm为宜。


